



Брушење се углавном користи као завршни процес обраде радног предмета, а његов задатак је да обезбеди да делови производа могу да задовоље тачност и квалитет површине који се захтева на цртежима.Храпавост површине брушења је уско повезана са прецизношћу делова, а одређена прецизност треба да има одговарајућу храпавост површине.Генерално, да би се ефективно контролисала величина, вредност Ра храпавости не би требало да прелази једну осмину толеранције димензија.Утицај храпавости површине за брушење на перформансе дела је: што је мања вредност храпавости површине, то је део бољи То је боља отпорност на хабање, отпорност на корозију и отпорност на замор.Супротно је супротно.
Због тога се у процесу брушења мора обратити пажња на смањење храпавости површине.Међу главним технолошким факторима који утичу на храпавост површине процеса брушења, величина честица брусног точка има значајан утицај на њу.Што је финија величина честица брусног точка, што је више абразивних честица укључених у брушење у исто време, то је мања храпавост површине за млевење.
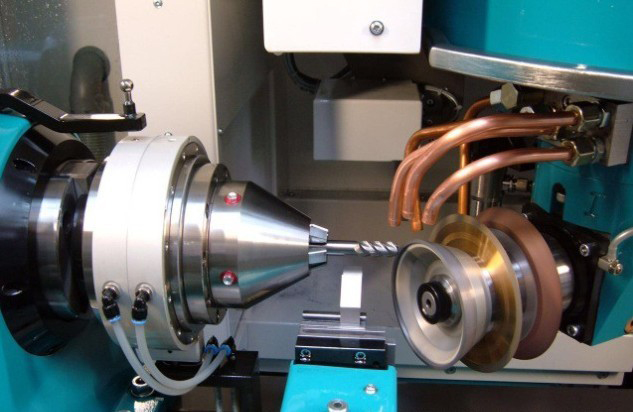
Брушење форме
Постоје два проблема у брушењу форме: један је квалитет брусног кола, углавном зато што брусни точак мора да има добро самооштрење и истовремено задржавање облика, а ова два су често контрадикторна.Друга је технологија обраде брусних кола, односно добијање потребног профила и оштрине брусног кола ефикасно и економично.
Да сумирамо, у млевењу различитих материјала и услова процеса, разуман избор брусних точкова може смањити прецизност површине за млевење, побољшати квалитет површине за млевење, удвостручити ефикасност брушења и постићи јефтину обраду.Ефекат брусног точка је дуг, фреквенција облачења је ниска, брзина уклањања метала је висока, сила брушења је мала, а ефекат хлађења је добар.
Време поста: 04.05.2023